In tablet manufacturing, the term “tablet tooling” refers to the combination of tablet punches and dies. Tooling stations typically include three essential components: an upper punch, a lower punch, and a die. These components play a crucial role in determining the size, shape, hardness and compressibility and engraving details of the tablets. They are designed to meet specific requirements for dosage uniformity, production efficiency, and overall aesthetic appearance of the tablets.
In this article we will overview about tablet tooling, types of tablet tooling, application of tablet tooling, their dimensions, standards and tooling terminology.

What is Tablet Tooling ?
Tablet Tooling means using tools to make something in a specific shape. In the case of making solid oral dosage form like tablets, tableting tools like upper punch, lower punch, and die are important. They help to shape lubricated blend (called granules) into a solid form by using a compression machine that applies pressure. These tools can create different shapes like round, capsule, oval, animal-shaped, bullet-shaped, or other special shapes.
Tablet tooling terminology
Before we learn more about types of tablet tooling, first we need to get familiar with terminology used for tablet tooling.
Punches
Head
Punch head is top end of the punch which fit on the cam and moves through the cam track of tablet compression machine during rotation. it guides punch position during compression process.
Head flat (Dwell Flat)
The flat area of the punch head that receives the compression force from compression rollers. it’s size varies depending on tooling types.
Head Chamfer
Head chamfer is provided to remove the sharp edges for smooth operation in cam.
Head Radius or Outside head Angle
The area gets in touch with the roller prior to head flat while compression.
Head Degree or Inside Head Angle
Head degree facilitates smooth movement in cam. This is the area, which pulls down the lower punches after ejection and lifts the upper punches after compression.
Neck
Its acts as supporting area between the head and body/barrel, which provides clearance for the cams and allows easy movement in the punch bore.
Neck to Head Radius
This radius helps tools for easy fitment and avoid any sharp corners which can wear out turret surface.
Neck to Barrel Radius
This radius assist tools for easy fitment and avoid any sharp corners which can wear out turret bore.
Barrel or Body
Main part of the tablet tooling used for fitment and sliding in the punch bore. This area guides the punch up and down movement with reference to turret guides. its largest part in tooling.
Key or woodruff key
An elevated portion in the middle of the punch body. The use of key with upper punches for capsule shaped tablets is to prevent punch rotation when the punch is moving out of the die. whereas, round punch set don’t require keyed tooling.
Key Angle
The relationship of the punch key to the tablet shape. The keys position is influenced by the tablet shape, take-off angle, and turret rotation.
Dust Cap Groove
The grooves are designed such that dust cup can be fitted to avoid the contamination of any foreign particles coming from upper punch turret bore.
Barrel Chamfer
It facilitates to avoid any damage to turret bore.
Stem
The lower area of the punch and opposite the head, it is connecting part of punch tip and punch body.
Tip
Tip determines the actual tablet size, shape and dimension.
Tip face or Cavity
This area of punch is where the tablet is formed and its cavity provides shape to the tablet during compression. Good surface finish is required here to get quality tablets and minimize tablets defects. Embossing, engraving and tablets logos are designed in tip face area.
Tip Length
Tip length defines the penetration point of the tip inside the die bore.
Tip Radius
Tip radius offers strength to tip during compression as tip need to travel to a particular length in Die bore.
Tip Undercut
Tip undercut acts as a scraper blade for die bore to remove the sticky granules.
Working length
This distance between the deepest point of the tip cup and the outside surface of the punch’s head is called as working length which determines weight and thickness of the tablet.
Overall length
Distance between top of the cup and the head flat.
Dwell time
The time punches spends below the pressure roller while rotating in the machine.
Dies
Die height
Die height is defined Overall height of the die bore.
Die Groove
This is the slot where the die lock screw is fixed.
Die Outer Diameter
Die O.D. is the diameter of whole die and bore slot in die plate.
Die Inner Diameter
Die I.D. is the diameter of bore from inside.
Die Outer Diameter Chamfer
This chamfer reduces sharp edges which can wear and tear die bore surface.
Die Inner Diameter Chamfer
This chamfer minimizes the damages of die bore surface and easy movement of punches inside the dies.
Tooling Set
A tooling set consists of three essential components: an upper punch, a lower punch, and a die. These punches move up and down within turret bores using cams, applying pressure to shape and create tablets.
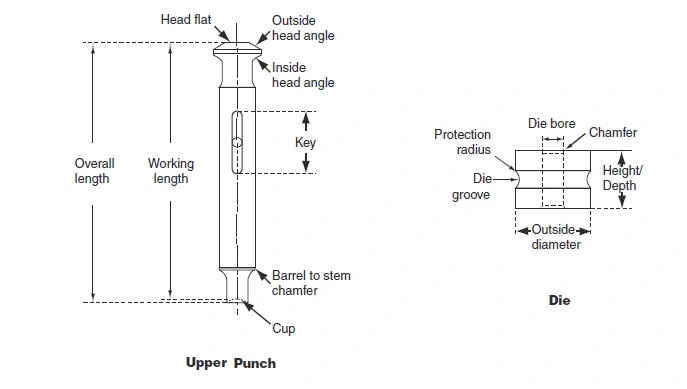
Upper punch
The upper punch is placed within the turret bore and undergoes vertical movement during the compression process. It is responsible for forming the upper cavity of the tablet. In the case of shape punches, the upper punch is equipped with a key to ensure proper alignment with the die bore. However, for round punches, a key is not required in the upper punch. During compression, the upper punch travels approximately 5-6 mm inside the die bore, determined by the penetration setting of the compression machine. The tip length of the upper punch is typically shorter compared to the lower punch, ranging from around 8 mm to 9 mm.
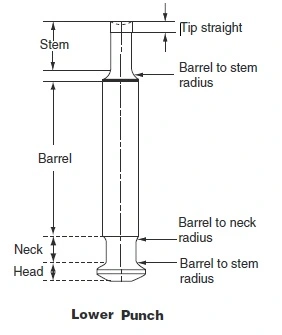
Lower punch
The lower punch is inserted into the turret bore and is responsible for creating the lower cavity of the tablet when compression takes place. Unlike the upper punch, the lower punch tip remains inside the die bore throughout the process, eliminating the need for a key. The tip length of the lower punch is relatively longer compared to the upper punch because it needs to cover the entire height of the die and effectively eject the tablet. Typically, the tip length of the lower punch ranges from 25 mm to 28 mm.
Die
The die is securely fitted into the die plate. It contains the die bore, which is the area where the powder filling takes place. During the compression process, both the upper punch tip and the lower punch tip apply pressure to the powder within the die bore. This pressure is exerted through the compression roller, which applies force to the flat head of the punches. By doing so, the powder is compressed and takes on the desired shape, resulting in the formation of the tablet.
Tablet compression tooling standards
Tablet compression tooling follows two standards that are recognized and used worldwide:
Tableting Specification Manual (TSM)
TSM is a special guideline made by the American Pharmaceutical Association of the United States for understanding tooling, compression machine, and tablet design. Even if a compression machine doesn’t follow TSM guideline you can still use TSM Tablet compression tooling standards. TSM uses inches or other units commonly used in the United States.
The TSM standards are predominantly observed in the United States of America and Japan. This harmonization allows for reduced tooling variations across different regions.
Euro Standard (EU)
The EU tooling standard is mainly used in Europe, However the EU standards are universally adopted by manufacturers worldwide. EU tooling guideline follows ISO 18084 standards.
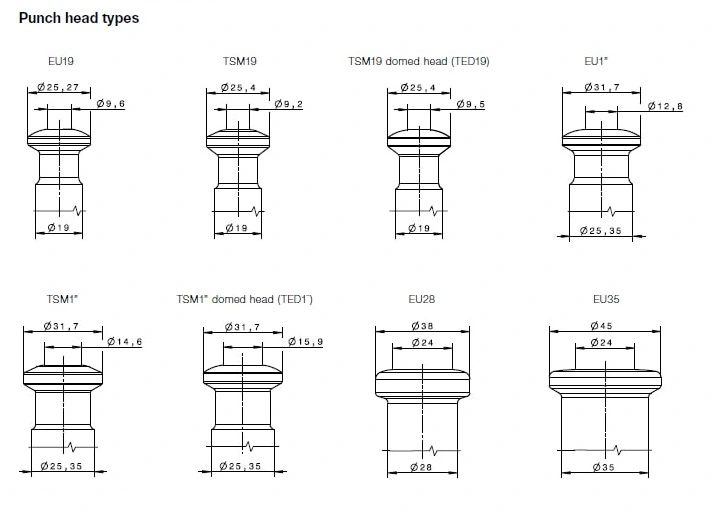
Tableting Specification Manual (TSM) and Euro Standard (EU) most commonly have two sizes: B and D. They are sometimes called TSM19 and TSM1. The numbers “19” and “1” refer to the size of the punch body. B tooling has an outside diameter of punch barrels is 19 mm, while D tooling is 1 inch or 25.4 mm.
What are the different types of tablet tooling?
Till now, we are very much familiar with tablet tooling terminology like wise punches, dies, punch head, punch body, punch tip and dies diameters.
In pharmaceutical industry, we are not using same type of tablet tooling with same sizes, shapes, diameter and radius. Instead we are selecting different types of tablet tooling based on different products, different tablet size & shape (like round, capsule, oval, animal-shaped, bullet-shaped, or other special shapes) and factors like product nature need to be considered whether granules are sticky, hard, fines in granules, or require high compression force for hardness.
There are different types of tooling i.e. D, DB, B and BB types. Apart from these standard types, there are FS tooling, BBS tooling, A tooling and Chinese standard tools which are totally different than International standard tools.
The type of tablet tooling for compression machine with die and punch dimension
Following are the different type of tablet tooling in pharmaceutical industry.
- B – Punches & Dies -tablet tooling
- D – Punches & Dies -tablet tooling
- BB – Punches & Dies -tablet tooling
- DB – Punches & Dies -tablet tooling
- BBS – Punches & Dies -tablet tooling
- A – Punches & Dies -tablet tooling
- FS12 – Punches & Dies -tablet tooling
- FS19 – Punches & Dies -tablet tooling
- EU19 FS – Punches & Dies -tablet tooling
- Segmented turrets
- “441” tools
the type of tablet tooling for compression machine with die and punch dimension
What is B tooling in tablets?
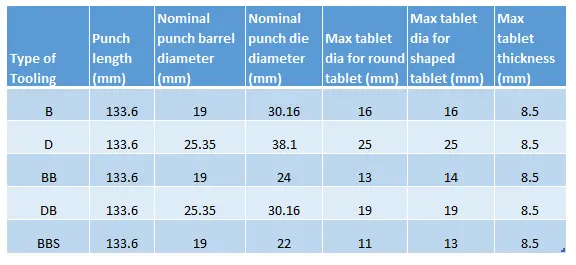
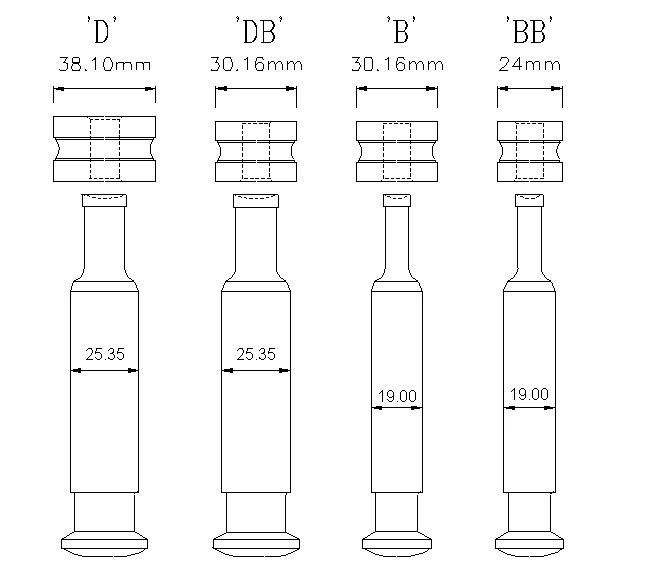
Types of tablet tooling are classified based on their outside diameter. B type tooling in both EU and TSM Standard can make round tablets with a maximum size of 16 mm. B tablet tooling dies have a diameter of 30.16 mm.
What is D tooling in tablets?
D Tooling punches and dies are most commonly used with larger size and weight tablets. B tooling punch are not able to effectively compressed bigger size tablets in this case ‘D’ – Tooling is used. however out of D- tooling is low as compare to B- tooling because of wider outer diameter of punch body. D-type tooling is capable of producing rounded tablets up to 25 mm, which matches the OD of a D punch. D tablet tooling dies have a diameter of 38.1mm.
What is BB tooling in tablets?
BB Tooling is subcategory of ‘B’ – Tooling and it have dies with a smaller OD than those used with B tooling; however, the punches are the same for both sizes. The maximum tablet size for BB tooling is generally stated as 13 mm for round shape tablets. BB dies have a diameter of 24 mm
What is DB tooling in tablets?
DB Tooling Punch Length and Diameter of DB tooling is similar that of D tooling but the die diameter varies between them.
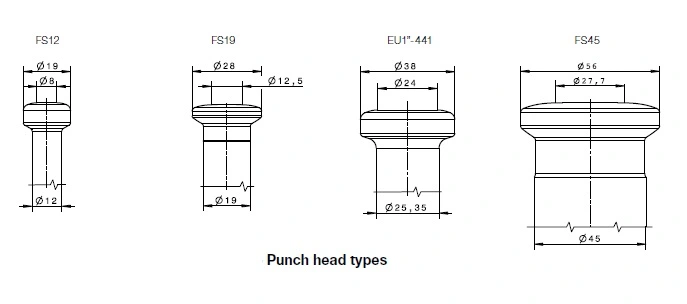
What is FS tooling in tablets?
FS12, FS19 punches and EU19 FS punches.
The type of punches for tablet tooling
Following are the different types of punches are used:
- Flat- faced bevel- edged
- Shallow concave (Round / Capsule shaped)
- Standard concave (Round / Capsule shaped)
- Deep concave (Round/ Capsule shaped)
- Extra deep
- Modified ball
Die table segment technology (Segmented turrets)
Segmented turrets is latest patented designed by FETTE a leading brand in field of tablet press. Die table segment technology can reduce changeover timing by eliminating the need for individual dies and die lock screws. The segment design reduces the risk of human error while simultaneously decreasing the time required to set up and dissemble each turret.
Advantages of Die table segment technology
- No dies and die lock screws necessary
- Only 3 segment
- Extremely short changeover time
What is EU1″- 441 tooling in tablets?
D – Tooling or EU1″ or TSM 1″ tooling also called EU1″- 441 tooling
The type of punches for tablet tooling
Following are the different types of punches are used:
- Flat- faced bevel- edged
- Shallow concave (Round / Capsule shaped)
- Standard concave (Round / Capsule shaped)
- Deep concave (Round/ Capsule shaped)
- Extra deep
- Modified ball
Procurement of Tooling
While procurement of tablet tooling punch set for new product or existence product from approved supplier, following are the steps should be followed:
- Check the availability of tablet tooling drawing for upper punch, lower punch and die for given product as per the specifications are given or as per sample punch set.
- Make sure tablet tooling drawing include :
- Type of punch set eg. ‘D’ – Tooling, ‘B’ -Tooling, ‘BB’ -Tooling etc.
- Engraving details eg. logo, serial number, punch size.
- Special requirements like: Concavity, embossing, chrome plating etc.
- Key angle in case of capsule shape punch set
- All dimension are as per specifications like Radius, angle, tip face
- Total number of set required
- Material of construction (MOC) of Die and Punch to be used like HCHC – High carbon High chromium steel – AISI D2, OHNS – Oil Hardened non-shrinking Steel – AISI 01 (American Iron and Steel Institute).
- Approval of drawing /sample punch set from department head and unit head.
- Enquired for Quotation and delivery due date as per requirement
- Create purchase order
- After receiving order, fill receiving report (RR) format, and collect required certificate and documents like MOC.
- Perform punch set Inspection activity and record Inspection report
- Issue punch set history card and maintain usages record in history card
- After expiration of punch set destroy as per SOP
- Repeat steps 1 to 11.
Application of tablet tooling
Tablet tooling is used with tableting machines like Cadmach, Manesty, Killian, Korsch , Sejong, Ronchi etc. for compression of solid dosage form.
Solid Dosage Form
Drug substances are frequently administered orally by means of solid dosage forms such as Tablets and Capsules.
Definition of Tablets
Tablets can be defined as Solid Pharmaceutical Dosage form containing drug substances with or without suitable diluent and prepare either by compression or molding methods.
There are various types of Tablets
- Compressed Tablets (CT)
- Sugar-Coated Tablets (SCT)
- Film-Coated Tablets (FCT)
- Enteric-Coated Tablets (ECT)
- Multiple Compressed tablets (MCT)
- Layered Tablets
- Press-Coated Tablets.
- Controlled Release tablets.
- Tablets for Solution.
- Effervescent tablets.
- Compressed Suppositories or inserts.
- Buccal and Sublingual Tablets.
- Vaginal tablets.
- Lozenges.
- Implants
Types of Tablets
Compressed Tablets or Uncoated Tablets : These tablets are manufactured by compression and contain no special coating. They are made by compressing Lubricated granules in combination with binders, disintegrates, lubricants, diluents and in many cases, colorants.
Film coated Tablets : These tablets are formed by film coating process in Auto coater. Film coating material like Opadry®, HPMC, PEG and titanium dioxide are used for preparation of film coating suspension.
Conclusion
Choosing the right tools for a tablet press is really important for making good tablets. Good tools should be strong, resistant to sticking, and durable against rough materials. When you choose the right tools, you’ll get better tablets. It can also help you make more tablets, keep the machine working well, and save money on breakdown and maintenance.
Most manufacturers prefer using B or BB type tooling because it allows for more tablets to be made at once, which means higher output. They use strong alloy steels to handle the pressure needed for compression. However, some tools need more time and force to compress, and that’s when D tooling is a better choice. With D tooling, there is more contact time and higher compaction force. B tooling can have a larger head flat, but it can’t provide the same strength and contact time as D tooling.
If the powder used is not sticky, flows easily, and requires standard compression force, then B or BB tooling is the best option. This way, the output will be higher.
People also read:
Material of construction (MoC) of Die and Punch
Blend Uniformity (BU) analysis in Pharmaceutical industry
Tablet Tooling in Pharma – FAQ
What is the tablet tooling?
Tooling consists of three parts.
i. Upper punch
ii. Lower punch
iii. Die
What is meaning by one set of tablet tooling?
A tooling set consists of three essential components: an upper punch, a lower punch, and a die.
What is tooling station?
The place of turret where one punch set to be fit on tablet compression machine. if any given compression machine have total punch set 55 then it called as 55 station tablet compression machine.
what are the parts of tablet tooling?
Following are the parts of tablet tooling :
Punch head, Head flat or Dwell Flat, Punch Barrel, Punch Neck, punch tip, Tip face or cup, Key or woodruff key, Die Bore, Die taper, Die groove and die lock.
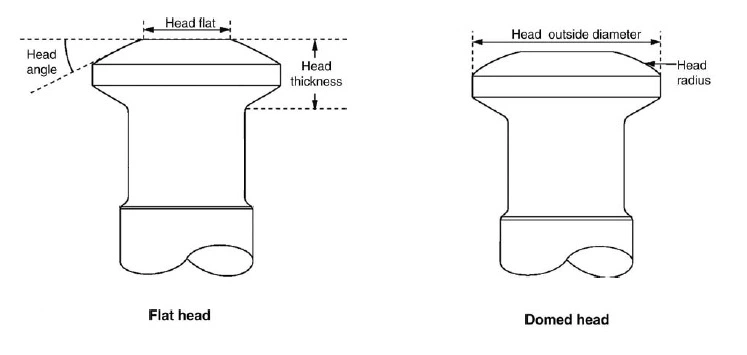
Difference between Flat head and Domed head
Domed head punches has smaller flat head. Flat head has extended head flat. The flat head have multiple advantages, including a higher dwell time (the time the head flat spends in contact with the pressure roll) which improve better compaction for poorly compressible products. The longer dwell time may even reduce the amount of force required to attain specific tablet hardness.
What is Die Taper ?
Die Taper is a feature that increases the bore size at the top of the die then nominal bore size. It helps to release air from the die cavity during the compression. The feature helps to reducing tablet defects, such as capping and lamination.
What is Annealing ?
Annealing is a heat treatment process to improve the punch set life and reduce wear and tear. The Annealing processing done to fragile punch set mostly tips to decrease the hardness of the punch cups which helps in reducing punch tip fracturing.
What are the tablet tooling standards ?
1. Tableting Specification Manual (TSM)
2. The EU, or “Euronorm” standard (EU)
What is D tooling vs B tooling?
D tooling dies have bigger diameter of 38.1 mm as compare to B dies diameter (30.16 mm) and BB dies diameter (24 mm). D tooling punch have larger punch barrel diameter of 25.35 mm as compare to B dies diameter (19 mm) and BB dies diameter (19 mm).
Which tooling should be for minimum tablets weight and maximum tablets weights
hi, Ankit. You can use BBB or BBS tooling for minimum weight tablets i.e. Below 100 mg
You can use D tooling or “441” tooling for maximum tablets weights i.e. up to 1500 mg tablets